|
|
| |
BIANCHI FANCIULLI PAOLO
TEMA DELL'ESERCITAZIONE:controllo della scala di un comparatore e di un micrometro
SCHEMA DELL'ESERCITAZIONE:
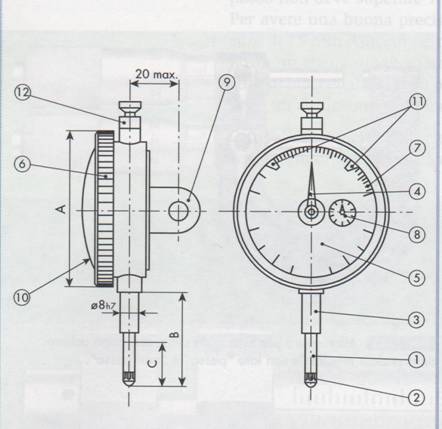
Asta del tastatore
Tastatore
Cannotto
Indice
Quadrante
Ghiera
Graduazione
Totalizzatore(posizione a scelta del costruttore)
Orecchia(eventuale)
Schermo trasparente di protezione
Indice di riferimento
Bottone
A. Diametro della ghiera
B. Sporgenza del tastatore
C. Corsa utile nominale
STUDIO ED USO DEL COMPARATORE:
Si definisce comparatore centesimale a quadrante, uno strumento di misura di paragone in cui gli spostamenti di un asta sono amplificati e trasmessi ad un indice che ruota davanti ad un quadrante circolare graduato. Oltre all'indice il comparatore deve avere un dispositivo totalizzatore che indichi il numero di millimetri interi percorsi dal tastatore. Quando il tastatore si muove verso l'interno dello strumento di misura l'indice deve ruotare in senso orario. La posizione dell'indice a tastatore libero deve essere tale che quando il tastatore viene spostato verso l'interno l'indice nella sua rotazione descriva un arco di almeno 36° prima di trovarsi parallelo all'asse dell'asta.
Come corse utili
nominali C si raccomandano: 3,5 e
BLOCCHETTI JOHANSON
In officina per eseguire operazioni di collaudo, azzeramento, taratura e controllo dello strumento, s 818e44i i possono utilizzare blocchetti di riscontro piano paralleli detti anche blocchetti johanson. Essi sono dei parallelepipedi costituiti in acciaio speciale o in materiali ceramici con due superfici opposte rigorosamente piane e parallele distanti fra loro di una grandezza definita ed incisa su una superficie. I blocchetti inoltre devono avere ottime caratteristiche di indeformabilità, alta resistenza a corrosione ed usura e autoaderenza.
Nonostante siano realizzati con la massima precisione in base alle tolleranze di lavorazione vengono classificati nel seguente modo:
Uni iso 3650
|
CLASSE DI PRECISIONE |
SCOSTAMENTO LIMITE IN μ SULLA LUNGHEZZA NOMINALE L |
|
|
±(0,05+0,001L) |
|
|
±(0,1+0,002L) |
|
|
±(0,2+0,004L) |
|
|
±(0,4+0,008L) |
|
C |
A(max) |
B(max) |
|
Fino a 5 |
|
|
|
Oltre 5 finale |
|
|
AZZERAMENTO:il comparatore deve essere munito di un dispositivo di azzeramento che renda possibile la sovrapposizione dell'indice con lo zero della regolazione del quadrante qualunque sia la posizione del tastatore lungo la corsa utile nominale dello strumento la forza che il tastatore esercita sul pezzo da misurare deve essere al massimo di 0,15 N con tastatore completamente rialzato
CLASSI DI PRECISIONE E CARATTERISTICHE DI QUALITA':sono previste 2 classi di precisione
|
Classe |
Fedeltà |
Precisione (errore tot) in Mm per escursione del tastatore in mm |
|||||
|
|
|
|
|
|
|
|
|
|
I |
|
|
|
|
|
|
|
|
II |
|
|
|
|
|
|
|
Gli errori massimi dello strumento non devono essere maggiori dei valori indicati nel prospetto per le varie esecuzioni del tastatore lungo la corsa utile e qualunque sia la direzione dell'asta
METODI DI
VERIFICA:durante la verifica le misurazioni devono essere effettuate a
temperatura di riferimento di
FEDELTA':la fedeltà si determina fissando il comparatore con l'asse del tastatore perpendicolare ad un piano rigido di riferimento ed eseguendo la seguenti operazioni di misura:
Si lascia che il tastatore prenda contatto con un blocchetto parallelo a diverse velocità, ripetendo l'operazione per almeno 5 volte
Si porta il tastatore a contatto con un blocchetto e si sposta quest'ultimo in varie direzioni(nel piano perpendicolare all'asta)avendo cura dell'asta del tastatore non subisca spostamenti accidentali secondo il proprio asse
Si effettuano due misurazioni nella stessa posizione:la prima facendo rientrare nel cannotto l'asta del tastatore e la seconda facendole fuori
Le misurazioni nei 3 casi descritti si ripetono in 3 posizioni corrispondenti approssimativamente all'inizio alla metà ed al termine della corsa dell'asta del tastatore. Gli errori rilevati non devono specificare quelli specificati nella tabella
PRECISIONE:la
precisione si determina fissando il comparatore al supporto ed interponendo fra
statura e piano blocchetti di riscontro e rilevando le differenze tra i valori
letti e valori nominali dei blocchetti. Le letture devono essere effettuate ad
intervalli di
TIPI DI ERRORI
Possono essere classificati in diversi modi. Se si prende in considerazione la modalità con cui si verificano si può ottenere la seguente classificazione:
Errori grossolani: quando sono dovuti a scarsa abilità dell'operatore o inefficienza degli strumenti
Errori sistematici: quando si ripetono sempre allo stesso modo misure dello stesso tipo. Possono dipendere dalla mancata taratura dello strumento o dal metodo impiegato. Se conosciuti possono essere corretti dopo la misura, per esempio un orologio sistematicamente indietro di 3 minuti consente di fornire l'ora esatta se quella letta viene incrementata di tale valore
Errori di insensibilità: quando dipendono dal limite presentato dagli strumenti (errori strumentali oggettivi) o dall'operatore (errori soggettivi). Non possono essere corretti perché non si verificano sempre allo stesso modo; per esempio la misura del peso di una lettera da spedire effettuata con una bilancia da cucina.
Errori accidentali: quando sono dovuti a cause non definibili, e perciò tali da sfuggire ad ogni previsione. Si possono evidenziare solo ripetendo più volte le misurazioni e scartando i valori che si discostano molto dalla media dei risultati.
Prendendo in considerazione il rapporto tra errore e misura si può avere un'altra classificazione degli errori
Ea=M-G è la differenza algebrica tra la misura M fornita dallo strumento interpretato dall'operatore e il valore teorico e il valore della grandezza
Eam=(M1+M2+M3.)/n-g errore assoluto medio: è la differenza algebrica tra il valore medio delle letture M1 M2. Mn effettuate e dal valore teorico G effettuate
Er=Ea/g=M-G/G errore relativo: è il rapporto tra il valore assoluto Ea e il valore teorico G della grandezza misurata
Er%=Er*100 errore relativo percentuale: errore relativo moltiplicato per 100
VALORI OTTENUTI DALLE PROVE
|
N° |
VALORE NOMINALE |
MISURE RELATIVE |
VALORE ASSOLUTO |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
MICROMETRO A VITE
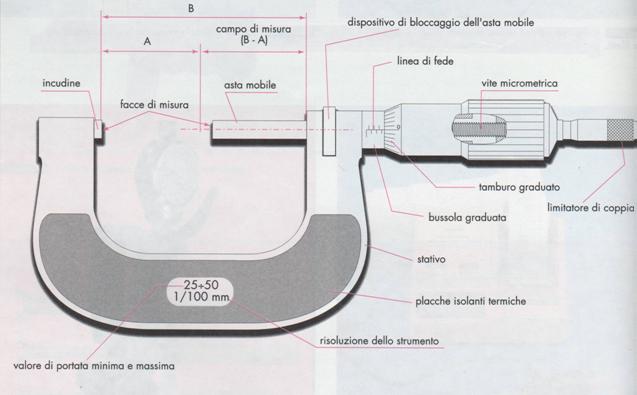
IL MICROMETRO
Il micrometro a vite
(detto anche Parmel, nome del suo inventore) è uno strumento a misurazione
diretta con il quale è possibile effettuare misure esterne, interne e di
profondità con approssimazione fino a 0,001 mm=1M. Il micrometri più comuni
hanno un'approssimazione di 0,01mm. Il micrometro a vite è costituito da un
corpo principale a forma di arco che sostiene a sinistra un tassello fisso
detto incudine per l'appoggio del pezzo da misurare e a destra una madre vita
dentro la quale scorre una vite con passo relativamente piccolo e preciso,
normalmente di 0,5mm(vite micrometrica). La vite termina a sinistra con uno
stelo mobile mentre a destra è solidale con un tamburo graduato con 50 o 100
divisione incise sulla superficie periferica. IL tamburo viene manovrato
mediante un nottolino a frizione che slitta quando la forza di chiusura
esercitata sul pezzo ha raggiunto un valore prestabilito. Si costruiscono
micrometri con campi di misura che normalmente vanno da ![]() .
.
La lettura della misura avviene in 2 tempi successivi sulle 2 scale: la parte intera si legge sulla scala graduata orizzontale, sull'ultima lineetta scoperta dal tamburo graduato in corrispondenza della linea di riferimento(o di fede)
VALORI RILEVATI DALLE PROVE
|
N° |
VALORE NOMINALE |
MISURE RELATIVE |
VALORE ASSOLUTO |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Privacy |
Articolo informazione
Commentare questo articolo:Non sei registratoDevi essere registrato per commentare ISCRIVITI |
Copiare il codice nella pagina web del tuo sito. |
Copyright InfTub.com 2026