|
|
| |
SCIENZA E TECNOLOGIA DEL GELATO ARTIGIANALE
ALCUNE NOZIONI DI CULTURA GENERALE
concetti fisici
Miscugli: si intende l'insieme di due o più sostanze che conservano le loro proprietà chimiche e fisiche e possono essere separate con mezzi fisici. Possono essere eterogenei oppure omogenei.
I miscugli eterogenei si hanno quando i componenti di un prodotto non sono uniformemente distribuiti o sono distinguibili ad occhio nudo o al microscopio (emulsioni acqua-olio).
I miscugli omogenei si hanno quando i componenti di un insieme di una o più sostanze sono uniformemente ditribuiti e non sono distinguibili sia ad occhio nudo che al microscopio (soluzioni).
Soluzioni: sono miscugli omogenei ed intimi delle particelle di due o più sostanze differenti. Tanto il solvente quanto il soluto possono essere solidi, liquidi o gas.
La concentrazione di una soluzione è la quantità di soluto contenuta in una determinata quantità di solvente; comunemente viene espressa in grammi di soluto in 100 g di soluzione (una soluzione di 717f51h ac. citrico al 40% significa che 100 g di soluzione contengono 40 g di acido e 60 g di solvente.
La quantità di soluto necessaria per ottenere una soluzione satura esprime la solubilità. La temperatura del solvente agisce sia sulla velocità di soluzione del soluto che sulla quantità di soluto che può sciogliersi.
La cristallizzazione è quel processo durante il quale le molecole di un soluto disperse in un solvente si riuniscono e ordinatamente formano dei cristalli solidi. Tale fenomeno può verificarsi per: solidificazione di masse fuse, da soluzioni sovrassature, per passaggio dallo stato amorfo a quello cristallino.
Nella lavorazione del gelato si può avere l'indesiderabile cristallizzazione degli zuccheri durante la preparazione o durante la conservazione, specie se non è stata consentita una buona maturazione. Il lattosio ha una bassa solubilità in acqua, quindi una presenza eccessiva di questo zucchero nella miscela provoca la formazione di soluzioni sovrassature e la spontanea separazione di cristalli di lattosio (sabbiosità del gelato).
Altro esempio di cristallizzazione sgradita si ha nella conservazione dei gelati di frutta in vetrine a freddo ventilato. Ciò di verifica per evaporazione del solvente dalla superficie del gelato e successiva cristallizzazione degli zuccheri tale fenomeno si evita sostituendo parzialmente il saccarosio con sciroppo di glucosio.
Sospensioni: in contrapposizione alla soluzione mettiamo ora la sospensione. Infatti: le soluzioni vere sono trasparenti e le particelle del soluto non sono visibili al microscopio e passando attraverso i filtri non lasciano deposito; le sospensioni invece non sono trasparenti, le particelle sono visibili e possono essere separate.
Sospensioni colloidali: esistono alcuni sedimenti che non sono ne omogenei ne eterogenei. In questo caso si parla di fase disperdente e fase dispersa (al posto di solvente e soluto). La distinzione fra soluzioni vere e quelle colloidali si basa unicamente sul diametro delle particelle disperse e non sulla loro natura o costituzione.
Emulsioni: è un miscuglio eterogeneo formato da almeno due liquidi tra loro immiscibili. Dei due liquidi uno forma la fase continua e l'altro la fase dispersa. Esempi di emulsione sono oltre all'olio in acqua, il latte che è una emulsione di grasso in una soluzione acquosa. Una emulsione acqua in olio (acqua in quantità minore) come burro o margarina, si avvicina alle proprietà fisiche dei grassi e quindi tende ad essere solubile in queste sostanze. L'emulsione inversa, olio in acqua (latte, panna) ha maggiore affinità per l'acqua con la quale tende a mescolarsi facilmente e a dare soluzioni.
caratteristiche fisiche della miscela da gelato
nella miscela da gelato si riscontrano tutti gli stati fisici appena descritti.
Soluzione vera: in questo stato si trovano tutti gli zuccheri ed i sali minerali de latte e dei suoi derivati.
Soluzione colloidale: in questa categoria troviamo tutte le proteine del latte e delle uova e gli agenti stabilizzanti.
Emulsioni: esse sono costituite da globuli di grasso. È determinante ottenere una miscela omogenea attraverso la fine distribuzione di queste particelle.
Sospensioni: la differenza più importante tra sospensione ed emulsione è che le particelle delle emulsioni sono liquide, mentre quelle delle sospensioni sono solide. Gli ingredienti tipicamente in sospensione sono le parti insolubili del cacao, pasta di nocciola mandorla, ecc.
VALORI E CARATTERISTICHE DELLA QUALITA'
Il livello di qualità di un prodotto (nel nostro caso dolciario) è la risultante di uno o più fattori, i quali sono responsabili dell'ottenimento di un ben determinato standard qualitativo. Si possono così impostare i valori da attribuire a ciascuna caratteristica della somma delle quali deriverà il livello di qualità globale.
Due principali gruppi:
valori oggettivi: legati soprattutto ai processi di lavorazione così come anche agli ingredienti impiegati.
1. Caratteristiche igieniche sanitarie
2. Caratteristiche di corpo - consistenza
3. Caratteristiche di struttura - tessitura
Valori soggettivi: dipendenti da opinioni personali
4. Caratteristiche di contenuto (alimentare, nutritivo)
5. Caratteristiche organolettiche
1) si fa riferimento all'ordinanza ministeriale 11/10/1978: limiti di cariche microbiche tollerabili in determinate sostanze alimentari e bevande.
2)
|
Desiderate corpo consistente equilibrata resistenza alla fusione fusione armoniosa, omogenea, uniforme e piacevolmente continua |
Indesiderate consistenza acquosa corpo gelatinoso, gommoso, farinoso fusione e sgocciolamento immediato e rapido fusione e sgocciolamento ritardato (gelato da masticare) |
3)
|
cremosità, struttura fine, liscia e vellutata cristallizzazione minuta distribuzione uniforme delle particelle d'aria particelle d'aria minute |
struttura pesante, compatta, spugnosa, grossolana, sabbiosa |
4)
|
equilibrato valore nutritivo sensazione di fresco che si avverte sulla lingua e sul palato, sensazione ottenuta da un rapporto equilibrato dei componenti del gelato |
contenuto eccessivamente grasso |
5)
|
aspetto e superficie liscia seppur leggermente porosa colore naturale, uniforme sapore fresco sapore specifico, ben individuabile |
aspetto ruvido, grossolano aspetto granuloso colori violenti sapore stantio sapore rancido sapore aspecifico |
caratteristiche di corpo (consistenza)
il termine corpo è l'attributo di una sostanza relativo alla proprietà della massa intesa come un tutto. Nel caso del gelato si riferisce quindi alle qualità di consistenza; per esempio: gelato grasso o magro, gelato compatto, resistente alla pressione. Un gelato che cola è troppo morbido, non ha consistenza,mentre uno che si spezza è troppo duro, ne ha troppa: fra questi due estremi si ha la giusta consistenza: il gelato deve essere palatabile, semiduro.
I fattori determinanti per l'ottenimento di un gelato della giusta consistenza sono:
- quantità di acqua in miscela
- quantità e qualità di solidi totali, soprattutto zuccheri
- temperatura usata in congelamento e in conservazione
Acqua: è il solo componente congelabile nel processo di lavorazione. Tutta l'acqua congela al di sotto di 0 °C e quindi anche quella contenuta nelle varie materie prime che vengono utilizzate (acqua da considerare nel bilanciamento degli ingredienti).
Solidi totali: i più importanti sono gli zuccheri che, essendo incongenlabili, si trovano in diretto rapporto con l'acqua in miscela: ad ogni aggiunta di zuccheri diminuisce la capacità di congelamento dell'acqua. Gli zuccheri si comportano da agenti frenanti per cui più è alta la % zuccherina, più bassa deve essere la temperatura per ottenere una determinata consistenza del gelato. Gli zuccheri vanno a intervenire, quindi, sul punto di congelamento della miscela e sul processo di indurimento e conservazione.
Con il termine zuccheri intendiamo tutti i carboidrati che hanno potere dolcificante. Tutti gli zuccheri monomolecolari (fruttosio, glucosio, galattosio e le loro miscele) abbassano il punto di congelamento conferendo una consistenza morbida al gelato. Dal grafico si nota le soluzioni di disaccaridi congelano a temperature più alte apportando al prodotto finito una maggiore consistenza.
Temperatura: per gelato si definisce quell'insieme di materie prime che sotto l'azione del freddo si addensano raggiungendo una certa pastosità e consistenza. Pur considerando la viscosità impartita da proteine e additivi, la consistenza del gelato è ottenuta per effetto della cristallizzazione dell'acqua. Più è bassa la temperatura, maggior percentuale di acqua che si trasforma in ghiaccio e, di conseguenza, più duro è il prodotto.
caratteristiche di struttura
Come abbiamo visto, i termini di corpo - consistenza sono connessi alla massa del gelato e sono determinati dalla composizione e ingredienti della miscela. I termini di struttura - tessitura sono gli attributi che si riferiscono alla struttura della massa del gelato e sono ad essa impartiti dai processi di lavorazione. Va considerata come la configurazione, la forma e l'aspetto che la massa ha ottenuto nel corso del processo produttivo. In particolare la struttura del gelato si costruisce durante la prima fase del processo di gelatura e si stabilizza nel suo secondo momento, quello dell'indurimento.
caratteristiche nutrizionali
Una classificazione delle materie prime impiegate nella produzione del gelato artigianale potrebbe essere così impostata:
prodotti lattiero caseari
o latte
o panna
o burro
o latte condensato zuccherato e non
o latte in polvere
prodotti dolcificanti
o saccarosio
o destrosio
o sciroppo di glucosio
o zucchero invertito
o fruttosio
o lattosio
prodotti aromatizzanti
o cacao
o cioccolato
o pasta di frutta secca (nocciola, pistacchio, ecc)
o frutta (succhi e polpe)
o aromi naturali
prodotti vari
o uova
o grassi (animali e vegetali)
o additivi
o bevande alcoliche
o coloranti
La molteplice diversificazione delle composizioni, la varietà dei tipi di gelato in commercio, rendono impossibile stabilirne il potere energetico che però si può conoscere dalla somma dei valori energetici dei singoli componenti usando i seguenti parametri approssimativi:
1 g di zuccheri = 4 calorie
1 g di grassi = 9 calorie
1 g di proteine = 4 calorie
Possiamo accennare a titolo di esempio che 100 g di gelato che abbia la composizione di:
ha un valore energetico pari a circa 190 Kcal.
MATERIE PRIME E LORO FUNZIONE NELLA PRODUZIONE DEL GELATO
Anziché procedere per elencazione alfabetica o per gruppi merceologici, sembra più opportuno raggruppare le materie prime in virtù delle loro più specifiche funzionalità nella produzione del gelato.
l'aria
Può sembrare strano parlare dell'aria nel gelato come di una materia prima, eppure essa lo è in quanto determina la consistenza, l'aspetto e la qualità di questo prodotto. Una proporzionata ed uniforme incorporazione di aria conferisce al gelato una struttura soffice, gradevole, un prodotto non eccessivamente freddo.
Considerandola come una materie prima è necessario indicare funzione, dose e modo di incorporazione. Quest'ultima avviene in piccola parte durante la maturazione della miscela particolarmente quando l'agitazione nel tino di maturazione è intensa. Il momento più importante però in cui avviene questo fenomeno è la primissima fase del processo di gelatura. I globuli di aria si frappongono naturalmente fra i cristalli di ghiaccio in formazione e le parti celle molecolari delle sostanze costituenti la miscela. È importante che i globuli di aria siano i più piccoli possibile e distribuiti in maniera uniforme (ciò avviene in mantecatore attraverso la spatolazione della miscela in gelatura).
Al di sotto dei -4°C il gelato non incorpora più aria, cosicché diventa importante che il processo di gelatura continui senza sosta affinché l'aria incorporata non fuoriesca. Un arresto della congelazione provocherebbe un immediato collasso del prodotto causato dalla perdita dell'aria.
L'incorporamento di aria, come abbiamo detto, dipende dalla conduzione del processo di gelatura, mentre la capacità di una miscela di incorporare aria dipende dai suoi componenti e dal loro bilanciamento. L'incorporamento di aria (detto overrun) si esprime come la % di volume ottenuto in eccesso rispetto al volume della miscela:
peso miscela - peso gelato X 100
peso gelato
(ovviamente il volume pesato sia della miscela che del gelato devono essere uguali)
Il risultato che otteniamo la % di aria incorporata dal gelato. Mediamente un buon gelato artigianale a base di latte, panna e uova dovrebbe avere un overrun attorno al 35-40%. I gelati a base di frutta, invece, incorporano meno aria a causa dell'alto contenuto di zuccheri e della mancanza di uova e grassi, rimanendo su overrun del 25-30%. In ogni caso, maggiore è l'incorporamento di aria nel gelato e minori sono le dimensioni dei cristalli di ghiaccio e delle stesse bollicine di aria che, di conseguenza, rendono il gelato meno freddo e meno soggetto alla fusione.
Materie prime e ausiliarie che incidono sull'incorporamento di aria:
Favoriscono
tuorlo d'uovo
albume d'uovo
stabilizzanti
latte magro in polvere
caseinati
sali minerali
Ostacolano
alto contenuto in grassi
alto contenuto in solidi del latte magro
alto contenuto in zuccheri
alto contenuto in cacao
alto contenuto in pasta di nocciola e pistacchio
eccessiva presenza di sali di calcio
Fattori che incidono sull'incorporamento di aria:
Favoriscono
una maturazione ottimale (solidificazione dei grassi, idratazione delle proteine, rigonfiamento degli stabilizzanti)
inserimento della miscela nel congelatore a temperatura non superiore ai +4°C (temperature più alte causeranno la perdita di aria già incorporata durante la maturazione)
Ostacolano
una maturazione insufficiente
una scadente omogeneizzazione
un'eccessiva quantità di miscela immessa nel mantecatore
una difettosa refrigerazione del mantecatore
un'agitazione troppo lenta
prematura estrazione dal mantecatore
Il temine incorporamento viene utilizzato in questo caso per indicare come l'assorbimento di aria nel gelato artigianale avvenga in modo naturale, mediante agitazione meccanica in congelamento. Per il gelato industriale è più appropriato il termine insufflamento in quanto l'aria viene iniettata attraverso una particolare pompa. Le peculiari caratteristiche di quest'ultima tipologia di gelato (lunga conservazione, sbalzi di temperatura nel corso della distribuzione, ecc.) richiedono insufflamenti di gran lunga superiori all'incorporamento di aria del gelato artigianale.
MATERIE PRIME LIQUIDE
acqua
La funzione primaria dell'acqua nella produzione del gelato è quella di cambiare di stato, cioè di solidificarsi. Essa è l'unica materia prima che congela durante il processo di gelatura e di indurimento. Quest'affermazione di base vale sia per l'acqua che si immette come tale nella miscela, sia per quella già contenuta negli altri ingredienti. È quindi necessario tenerne conto nel calcolo della bilanciatura. Sono affidati inoltre molteplici compiti:
solvente degli zuccheri
ricostruzione prodotti in polvere
idratazione stabilizzanti e proteine
dipersione grassi
distribuzione aromi
latte
La composizione media del latte può essere suddivisa all'incirca in:
sostanze solide 12%
acqua 88%
Gli elementi che compongono la sostanza secca e che costituiscono la parte nutritiva del latte sono:
grassi 3,5%
proteine 3,5%
carboidrati (zuccheri) 4,0%
sali minerali, vitamine 1,0%
Il latte non è un semplice miscuglio di questi elementi; in esso infatti troviamo tutti gli stati descritti prima:
in soluzione vera: lattosio ,sostanze azotate a basso peso molecolare, sali minerali, vitamine idrosolubili
in dispersione colloidale: proteine e alcuni fosfati
in emulsione: grassi, stesoli, vitamine liposolubili
Grassi: per affioramento o centrifugazione si può separare la maggior parte del grasso del latte sotto forma di panna. I grassi del latte, oltre a conferire caratteristiche organolettiche notevoli (alcuni gelatieri aggiungono latte anche ai gelati alla frutta in modo da avere la delicatezza tipica derivante dal grasso del latte), contribuisce a dar corpo al gelato e resistenza alla fusione. Non è tuttavia opportuno eccedere nella quantità di grasso in quanto si tratta dell'elemento più costoso e dal quale dpende in buona parte il costo del prodotto finito. Inoltre è importante ricordare che il gelato deve conferire refrigerio al consumatore, mentre una % troppo elevata di grasso conseguirebbe l'effetto opposto.
Proteine: le principali proteine del latte sono la caseina, la lattoalbumina e la lattoglobulina; queste ultime due sono dette anche proteine del siero in quanto restano nel siero del latte dopo la coagulazione della caseina. Nella produzione del gelato si può senz'altro attribuire alle proteine del latte una certa funzione stabilizzante data la loro proprietà di rigonfiamento trattenendo forti quantità di acqua. Le proteine del latte contribuiscono inoltre ad una buona incorporazione di aria nel gelato. Bisogna prestare attenzione al fatto che a ph 4,5 le caseine (caseinato di calcio) precipitano, quindi in miscele particolarmente acide (alcuni gelati alla frutta) è sconsigliato l'uso di latte e suoi derivati.
Carboidrati: il lattosio, l'unico zucchero presente nel latte, è anche l'unico di provenienza animale. È un disaccaride costituito da glucosio e galattosio. Il suo apporto calorico è quasi identico a quello del saccarosio.
Una caratteristica negativa del lattosio nella produzione del gelato è la sua scarsa solubilità e la durezza dei suoi cristalli. Occorrono infatti ben 6 parti di acqua per sciogliere 1 parte di lattosio (il saccarosio alla stessa temperatura di 15°C si scioglie in una quantità di acqua di circa la metà del proprio peso, quindi ha una solubilità 12 volte maggiore).
Un eccesso di lattosio può provocare il difetto della sabbiosità.
Aspetti igienici: il latte è un alimento deperibile. Esistono tre tipi di latte reso conservabile:
latte pastorizzato riscaldato a temperatura tra i 75 e 80°C per pochi secondi
latte UHT riscaldato a temperature ultraelevate 140-150°C e confezionato asetticamente
latte sterilizzato che viene riscaldato due volte, prima a temperatura di 140°C e poi di nuovo a 115°C nel contenitore stesso dopo il confezionamento.
Dal punto di vista organolettico è senz'altro da preferire il latte pastorizzato, più vicino alle caratteristiche naturali e rispondente ottimamente alle necessità di chi ha bisogno di un prodotto che combini la sicurezza igienica con il gusto del latte fresco. La sterilizzazione e parzialmente la uperizzazione, conferiscono al latte un certo gusto di cotto ,di caramello che qualche volta si nota nel gelato finito.
Omogeneizzazione del latte: i latte omogeneizzato è latte che, oltre ad essere pastorizzato, ha subito una particolare trattamento per il quale i globuli del grasso sono stati frazionati in globuli più piccoli e dispersi in modo da restare finemente emulsionati con il resto del liquido. Il latte infatti è una emulsione instabile e grazie alla omogeneizzazione diventa un'emulsione stabile in cui non affiora più la panna. Il latte omogeneizzato ha un gusto più forte, più ricco e un colore più bianco.
Derivati del latte
Il trattamento termico non elevato della pastorizzazione, rivolto all'unico scopo di rendere il latte igienicamente sicuro e nel contempo di mantenere intatte le sue caratteristiche nutritive ed organolettiche, comporta un periodo di conservabilità limitato. Per superare convenientemente e definitivamente il problema si optò per:
latte UHT
polverizzazione
concentrazione successiva sterilizzazione
concentrazione e aggiunta di saccarosio
Latte in polvere: attualmente sono utilizzati due tipi di processi per la produzione del latte in polvere: il roller e lo spray. Nel primo, il latte viene fatto cadere tra due cilindri rotanti in senso inverso e riscaldati a temperature dell'ordine di 130- 150°C sui quali in pochi secondi evapora l'acqua, mentre la sostanza secca è raschiata da appositi coltelli. Questo sistema presenta una alterazione delle proteine e la polvere del latte assume un colore giallo ed un sapore di cotto. Il secondo procedimento è basato sull'atomizzazione del latte precedentemente spruzzato attraverso sottilissimi ugelli in minutissime gocce le quali incontrano una corrente d'aria calda che fa evaporare istantaneamente l'acqua. Spesso il latte in polvere presenta problemi di solubilità quindi è stato approntato un metodo per rendere il latte "istantaneo": umidificazione del latte scremato in polvere e ottenimento di una struttura granulare porosa; essiccazione; raffreddamento; riduzione di dimensioni.
|
Sostanze grasse Proteine Lattosio Sali minerali Umidità |
Latte intero 26% (mai inferiore) 28% 38% 6% 2% |
Latte parz scremato 15% (tra 13 e 17) 30% 44% 7% 4% |
Latte magro 1% (mai inferiore a 0,5) 37% 51% 8% 3% |
Il latte in polvere intero è poco usato in quanto ha vita breve (facilmente ossidabile a causa dell'alta % di grassi), quindi si preferisce in gelateria l'uso di latte magro in polvere. Considerando il bilanciamento degli ingredienti di una miscela si usa spesso il termine solidi del latte non grasso (slng) che sono i residui secchi del latte magro in polvere (cioè le % dei componenti del latte magro ad eccezione delle sostanze grasse. La funzione determinante di questi slng, affidata quasi completamente alle proteine, è quella di formare nella miscela una specie di ossatura, una struttura. Assorbendo una notevole quantità di acqua, queste proteine riescono a dare corpo al gelato, riducendo la % di acqua libera. Gli slng insieme ad altre proteine dell'uovo e agli stabilizzanti formano dei reticoli in grado di trattenere le bolle d'aria impedendo la loro rottura (che comporterebbe un collasso del gelato).
Siero di latte in polvere: è un prodotto simile ma diverso dal latte magro in polvere.
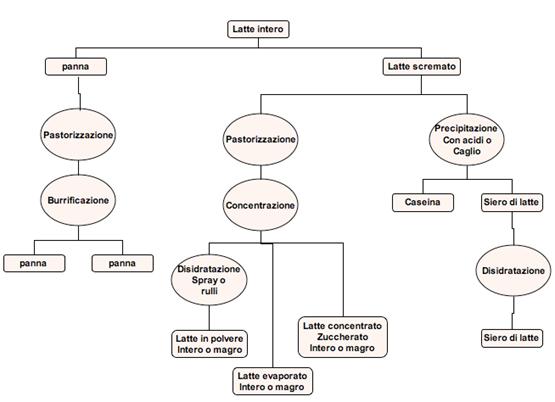
Dalla figura è possibile notare infatti come dal siero di latte manchi la caseina. Questa notevole diminuzione di caseina sposta tutte le % delle altre componenti, aumentando in modo particolare la % di lattosio. A causa dell'alto contenuto in lattosio (che come abbiamo detto è poco solubile) il siero tal quale non riveste un grande ruolo in gelateria; il siero di latte, però, può subire altri step di processo per renderlo più appetibile anche in questo settore. Attraverso la concentrazione per ultrafiltrazione sono stati ottenuti diversi tipi di siero con percentuali diverse di proteine, di lattosio e sali minerali. Inoltre sono presenti sul mercato prodotti derivanti dal siero di latte con idrolisi totale del lattosio e presenza della frazione solubile delle proteine del latte. L'idrolisi del lattosio scinde il disaccaride in glucosio e galattosio, aumentando quindi la capacità dolcificante della miscela. Inoltre le proteine del siero (lattoalbumina e lattogloabulina) hanno un effetto montante maggiore della caseina. Il siero di latte quindi, grazie alla sua componente proteica alternativa al latte magro e la possibilità di ovviare al problema della solubilità del lattosio grazie alla sua idrolisi, mette questo prodotto sotto una nuova luce nel campo della gelateria.
Siero dolce in polvere
proteine
lattosio
sali minerali
umidità
Siero in polvere ottenuto per ultrafiltrazione
proteine
lattosio
sali minerali
umidità
13,5
73,0
9,0
4,5
72,0
18,0
7,0
3,0
siero demineralizzato in polvere
proteine
lattosio
sali minerali
umidità
siero liquido delattosato (sostanza secca)
proteine(albumina+globulina)
zuccheri (glucosio+galattosio)
lattosio
sali minerali
12,5
85,0
1,5
1,0
18,0
71,5
6,0
4,5
|
Privacy |
Articolo informazione
Commentare questo articolo:Non sei registratoDevi essere registrato per commentare ISCRIVITI |
Copiare il codice nella pagina web del tuo sito. |
Copyright InfTub.com 2025