|
|
| |
Lavorare con i DXF
L'importazione dei DXF è rivolta essenzialmente a due categorie di utenti:
1) Utenti già esperti nell'uso di un sistema CAD commerciale che non possono o non vogliono apprendere un nuovo programma di disegno.
2) Utenti che possiedono un programma CAD/CAM dedicato alla progettazione di mobili capace di esportare il lavoro in formato DXF. L'output di questi programmi è costituito da decine o anche centinaia di pannelli per volta.
In entrambi i casi è necessario generare i DXF secondo una 323f54d sintassi che consente di aggiungere alle informazioni geometriche tipiche di questo formato tutte le informazioni relative alla lavorazione (tipicamente, i nomi degli utensili e le velocità di lavorazione), in modo che esso contenga tutte le informazioni necessarie a generare un programma completo per la macchina utensile.
Basandosi sull'associazione fra layer e tipo di lavorazione, MasterWork consente di importare i DXF generati da queste applicazioni commerciali senza alcuna modifica manuale.
MasterWork può importare DXF di formato compatibile con le versioni di AutoCAD dalla 12 alla 2002
Sintassi del DXF di MasterWork
In MasterWork l'importazione del DXF è sempre orientata alla lavorazione; MasterWork cerca di interpretare il DXF come pannello da lavorare e quindi cercherà alcune caratteristiche fondamentali che dovranno essere riportate con la corretta sintassi.
1) La rappresentazione del pannello è in formato 2D.
2) Il riconoscimento delle lavorazioni è basato sull'associazione fra lavorazione e layer:
|
Tipo di lavorazione |
Nome del layer |
|
Dimensioni del pannello |
PANEL |
|
Fori Verticali |
TOP[$Fn] |
|
Fori Orizzontali sul lato Sinistro |
LEFT[$Fn] |
|
Fori Orizzontali sul lato Anteriore |
FRONT[$Fn] |
|
Fori Orizzontali sul lato Destro |
RIGHT[$Fn] |
|
Fori Orizzontali sul lato Posteriore |
REAR[$Fn] |
|
Fori Orizzontali Indexati |
INDEX[$NOME_UTENSILE][$Fn] |
|
Tagli di lama |
SAW[$Fn][$En] |
|
Fresature |
TOOL$NOME_UTENSILE[$R;$L][$Fn][$En][$Sn] |
Le voci nelle parentesi quadre sono parametri opzionali. I nomi dei layer suindicati sono utilizzati come default, ma non devono essere intesi come vincolanti. Nel file di inizializzazione del programma esiste una sezione di configurazione nella quale si associa il nome dei layer al tipo di lavorazione.
3) Layer non riconosciuti come lavorazione vengono ignorati senza generare messaggi d'errore. Questa caratteristica è pensata per quei casi in cui i DXF contengano quotature od altri dati descrittivi che non interessano la lavorazione. I layer riconosciuti come lavorazioni vengono invece analizzati per verificare la correttezza delle informazioni contenute. In questo caso, invece, qualunque inesattezza (ad esempio, un utensile inesistente) causa un errore e la procedura di conversione viene abortita. Nella modalità di conversione automatica di più file (batch mode) il processo di conversione prosegue anche in caso d'errori, ma viene creato un file log contenente l'elenco dei file che hanno causato errori di conversione.
4) Le informazioni riguardanti l'asse Z (spessore pannello, profondità delle lavorazioni sul lato superiore e quota in Z delle forature orizzontali) sono indicate mediante il parametro "thickness" delle varie entità, il cui valore viene sempre interpretato come profondità, indipendentemente dal segno.
5) Ad ogni layer può essere associato un colore diverso, ed il colore delle varie entità è associato a quello del layer. L'uso di un colore diverso per ogni tipo di lavorazione permette di comprendere a colpo d'occhio la correttezza del disegno, anche se il dato "colore" non fornisce alcuna informazione al programma di conversione.
6) L'importazione è compatibile con i formati DXF di AutoCAD 12, 13, 14, 2000 e 2002. Più in dettaglio, vengono riconosciute ed interpretate solamente le entità LINE, ARC, CIRCLE, ELLIPSE, POLYLINE e LWPOLYLINE.
7) La velocità di rotazione ammette solo numeri interi. Le velocità d'entrata e d'avanzamento possono avere valori interi o frazionari. Visto che il formato DXF di AutoCAD di versione precedente la 2000 non consente l'utilizzo del punto decimale, al posto del carattere "." (punto decimale) dev'essere utilizzato il carattere "P".
8) È possibile specificare il carattere da utilizzare al posto del punto decimale nel parametro "DECIMALPOINTCHAR" del file di inizializzazione.
Parametri Opzionali
Le velocità di default sono impostate in MasterWork nella tabella dei default DXF. I parametri opzionali permettono di specificare, ove possibile, le velocità delle lavorazioni: attacco, avanzamento e rotazione utensile. I parametri opzionali sono composti dal carattere "$" (simbolo del dollaro), da un carattere identificatore e da un valore numerico. Essi possono essere aggiunti al nome del layer per sostituire, per la lavorazione disegnata in quel layer, i valori di default presenti nella tabella di configurazione DXF
Per fori orizzontali e verticali è possibile specificare la velocità di foratura tramite il parametro $Fn (n = velocità di foratura in metri/min).
Per i tagli di lama è possibile specificare la velocità di taglio tramite il parametro $Fn (n = velocità di taglio in metri/min) e la velocità d'ingresso tramite il parametro $En (n = velocità d'ingresso in metri/min).
Per le fresature è possibile specificare la velocità d'avanzamento $Fn (n = velocità d'avanzamento in metri/min), la velocità d'ingresso $En (n = velocità d'ingresso in metri/min) e la velocità di rotazione $Sn (n = velocità di rotazione in migliaia di giri/min).
I parametri $F, $E, $S, se presenti, possono essere disposti in qualunque ordine. Se questi parametri non sono specificati, viene preso il valore presente nella tabella dei default DXF. Nel caso della sola velocità di rotazione, se il valore della tabella di default DXF è 0 (zero) la velocità viene presa nella tabella utensili.
Dimensioni del Pannello
Le dimensioni del pannello sono necessarie al processore per distinguere un DXF dedicato alla lavorazione da un DXF generico e per posizionare correttamente sul pezzo le lavorazioni.
Per definire le dimensioni del pannello si procede nel seguente modo:
1) Creare un layer "PANEL"
2) Disegnare nel layer "PANEL" un rettangolo con lunghezza e larghezza uguali a quelle del pezzo. È consigliato usare una funzione di disegno specifica per disegnare rettangoli, perché il rettangolo che rappresenta il pannello dev'essere un'unica polilinea chiusa e non quattro segmenti singoli.
3) Assegnare al rettangolo uno spessore (thickness) pari allo spessore del pannello.
4) Se si vuole inserire una descrizione del programma, inserire in questo layer una entità TEXT con la descrizione desiderata.
Fori Verticali
I fori verticali sono rappresentati da cerchi inseriti nel layer TOP.
Per inserire un foro verticale si procede nel seguente modo:
1) Creare un layer "TOP"
2) Disegnare nel layer "TOP" un cerchio di diametro uguale al diametro del foro da realizzare.
3) Assegnare al cerchio uno spessore (thickness) pari alla profondità del foro da realizzare.
In AutoCAD è molto comodo l'uso della funzione ARRAY per la creazione di serie di fori a passo predefinito.
Se il foro dev'essere eseguito ad una determinata velocità, è possibile specificare la velocità nel nome del layer tramite il parametro $Fn, dove n è la velocità di foratura in m/min. Per esempio, i cerchi posti nel layer TOP$F3 verranno trasformati in forature eseguite a 3 m/min.
Nello stesso disegno possono coesistere lavorazioni eseguite a velocità diverse. Per esempio, si possono avere i layer TOP$F3 e TOP$F5
Fori Orizzontali
I fori orizzontali sono rappresentati da rettangoli inseriti nei layer LEFT, RIGHT, FRONT e REAR.
L'appartenenza ad un determinato layer specifica la direzione di foratura. Il diametro e la profondità del foro sono determinati dalle dimensioni del rettangolo, in accordo con la direzione di foratura. Per esempio, un rettangolo con il lato orizzontale di 5mm ed il lato verticale di 8mm sarà tradotto in un foro con diametro 5mm e profondità 8mm se si trova nei layer FRONT o REAR, mentre sarà tradotto in un foro con diametro 8mm e profondità 5mm se si trova nei layer LEFT o RIGHT.
La quota in Z alla quale sarà eseguito il foro è uguale al parametro "thickness" del rettangolo.
Le istruzioni seguenti servono a creare un foro orizzontale sul lato destro del pannello, ma possono essere adattate a qualunque lato:
1) Creare un layer "RIGHT"
2) Disegnare nel layer "RIGHT" un rettangolo con il lato verticale uguale al diametro del foro da realizzare ed il lato orizzontale uguale alla profondità.
3) Assegnare al rettangolo uno spessore (thickness) pari alla quota in Z del foro da realizzare.
Se il foro dev'essere eseguito ad una determinata velocità, è possibile specificare la velocità nel nome del layer tramite il parametro $F. Per esempio, i rettangoli posti nel layer RIGHT$F3 verranno trasformati in forature eseguite a 3 m/min.
I fori orizzontali possono essere posti anche all'interno del pannello, per esempio per realizzare fori all'interno di finestre aperte con lavori di fresatura.
Fori Orizzontali Indexati
I fori indexati sono fori orizzontali con direzione diversa da quella degli assi cartesiani. Sono definiti da rettangoli (polilinee chiuse) presenti nel layer INDEX.
I fori indexati vengono eseguiti da una testina speciale capace di ruotare a 360 gradi, quindi è necessaria una codifica più complessa, dove diametro, profondità e direzione di foratura dipendono da come viene disegnato il rettangolo.
Per un rettangolo definito dai punti P1, P2, P3 e P4:
Il diametro della punta da utilizzare è la distanza fra il punto P1 ed il punto P4;
La profondità del foro è la distanza fra il punto P1 ed il punto P2;
La direzione di foratura è la direzione del vettore che va dal punto P1 al punto P2;
Le coordinate di inizio foratura sono quelle del punto medio fra i punti P1 e P4.
La quota in Z è data dal parametro "thickness".
Opzionalmente è possibile specificare l'utensile da utilizzare per la lavorazione; nel caso in cui esso non sia specificato, viene preso l'utensile impostato nella tabella dei default DXF.
Tagli di Lama
Sono definiti da linee parallele agli assi cartesiani o da rettangoli (polilinee chiuse di quattro segmenti) presenti nel layer appropriato (SAW). A seconda dell'entità utilizzata, di distinguono due casi
1) Se il taglio è indicato da una linea:
La linea indica sempre il percorso del centro utensile.
La direzione del taglio è la direzione del vettore che va dal punto 1 al punto 2
2) Se il taglio è indicato da un rettangolo:
Viene praticato uno svuotamento dell'area compresa nel rettangolo.
La direzione di taglio è data dal lato maggiore e la larghezza di svuotamento è data dal lato minore.
Il punto iniziale del taglio è sempre vicino al punto 1 del rettangolo
La profondità del taglio è data dal parametro "thickness" dell'entità.
I parametri opzionali che è possibile specificare nel nome del layer sono:
$Fn n = Velocità di lavorazione, in m/min
$En n = Velocità d'ingresso, in m/min
Al posto dei parametri non specificati vengono utilizzati i valori impostati nella tabella dei default DXF di MasterWork.
Fresature
Le fresature sono definite da linee, archi, cerchi, ellissi o polilinee che si trovino nel layer appropriato (TOOL$NOME_UTENSILE).
Il nome dell'utensile dev'essere sempre specificato. Il carattere "/" (barra) del nome dell'utensile va sostituito col carattere "_" (underscore), perché non è ammesso nel nome del layer di AutoCAD.
La profondità della fresatura è data dal parametro "thickness" di ogni entità.
Per esempio, se si vuole fresare un cerchio di diametro 150 mm e profondità 12 mm con l'utensile 25/5, si procede in questo modo:
1) Creare un layer TOOL$25_5
2) Nel layer TOOL$25_5 disegnare un cerchio di diametro 150 mm
3) Assegnare al cerchio uno spessore (thickness) di 12 mm
È possibile inserire diverse entità nello stesso layer, o creare layer diversi per lavorazioni con caratteristiche diverse. Se ora nello stesso DXF vogliamo inserire un rettangolo di 300 200mm fresato con l'utensile 25/3 a 15 mm di profondità:
4) Creare un layer TOOL$25_3
5) Nel layer TOOL$25_3 disegnare un rettangolo di 300 200 mm
6) Assegnare al rettangolo uno spessore (thickness) di 15 mm
È possibile assegnare un colore diverso ad ogni layer, in modo da distinguere a colpo d'occhio le lavorazioni eseguite dai vari utensili. La conversione DXF ISO non utilizza il colore per immagazzinare informazioni, così i colori possono essere utilizzati liberamente.
La direzione della lavorazione segue l'ordine con cui l'entità è stata disegnata ed il disegno rappresenta il percorso del centro utensile, ma è possibile specificare la posizione dell'utensile rispetto alla direzione d'avanzamento con i parametri $R e $L nel nome del layer. Se viene specificato il parametro $R, le fresature in quel layer saranno eseguite a destra del disegno, se viene specificato il parametro $L le fresature saranno a sinistra.
Altri parametri opzionali che è possibile specificare nel nome del layer sono:
$Fn n = Velocità di lavorazione, in m/min.
$En n = Velocità d'ingresso, in m/min.
$Sn n = Velocità di rotazione utensile, in migliaia di giri/min.
I parametri non specificati nel DXF vengono prelevati dalla tabella dei default DXF presente in MasterWork. Per utilizzare la velocità di rotazione specifica di ogni utensile, impostare a 0 (zero) il valore di velocità di rotazione presente nella tabella dei default DXF di MasterWork.
È obbligatorio specificare il nome utensile che verrà utilizzato per eseguire la fresatura.
Dati per la Stampa di Etichette
È possibile inserire nel DXF dei testi contenenti informazioni da stampare su etichette che verranno applicate al pezzo per facilitarne il riconoscimento in fase di lavorazione.
Le informazioni vanno inserite come testo (entità TEXT o MTEXT) in layer specifici, dichiarati come dedicati al trasferimento di informazioni nel file di configurazione MSLITE.INI.
Per esempio, poniamo che un certo programma debba essere eseguito sul campo D. Per inserire nel DXF quest'informazione, si procede nel seguente modo:
1) Creare un layer RUNFIELD
2) Nel layer RUNFIELD inserire il testo "D" (entità TEXT o MTEXT)
Alcune informazioni, come il nome del programma ISO e le dimensioni del pezzo possono essere ricavate dalle informazioni già disponibili.
Per evitare funzionamenti indesiderati, si raccomanda di inserire nei layer dedicati al trasferimento di dati per le etichette SOLO il campo di testo contenente il dato da stampare.
Esempi:
I fori verticali presenti nel layer TOP verranno eseguiti alla velocità specificata nella tabella di default DXF.
I fori verticali presenti nel layer TOP$F3 verranno eseguiti a 3 m/min.
Le fresature presenti nel layer TOOL$41_2 verranno eseguite alle velocità specificate nella tabella di default DXF.
Le fresature presenti nel layer TOOL$41_2$S12$F3$E1 verranno eseguite a 12000 giri/min, con velocità d'avanzamento 3 m/min e velocità d'entrata 1 m/min.
Le fresature presenti nel layer TOOL$41_2$S12 verranno eseguite a 12000 giri/min, con velocità d'avanzamento e velocità d'entrata prese dalla tabella dei default DXF.
Il file di configurazione DXF
Normalmente sono i CAD/CAM commerciali ad offrire una sezione di personalizzazione dei file DXF dove vengono associati i tipi di lavorazione ai nomi dei layer. L'associazione fra layer e tipo di lavorazione viene eseguita una sola volta all'atto della prima configurazione e resta a far parte delle impostazioni del programma commerciale. Proprio per questo è stato scelto di non rendere direttamente disponibile nei parametri macchina di MasterWork questa funzionalità.
Ciononostante MasterWork permette di specificare l'associazione fra tipo di lavorazione e nome del layer, principalmente allo scopo di permettere la localizzazione del programma (cioè l'utilizzo di lingue nazionali) in tutte le sue parti.
ATTENZIONE: Modificando le associazioni di default si rende più difficoltoso per il servizio di assistenza tecnica il debug di eventuali malfunzionamenti. La modifica delle associazioni di default fra i tipi di lavorazione ed i nomi dei layer è sconsigliata, e dev'essere eseguita preferibilmente da personale tecnico.
Il file di configurazione è il file C:\WINDOWS\MSLITE.INI (o C:\WINNT\MSLITE.INI nel caso il programma sia installato su Windows NT o Windows 2000). La sezione riguardante l'associazione fra tipo di lavoro e nome del layer è la sezione [JOB_LAYER_ASSOCIATION]:
|
Parametro |
Nome del layer (default) |
Tipo di lavorazione |
|
PANELDIMENSION |
PANEL |
Dimensioni del pannello |
|
VERTICALDRILLING |
TOP |
Fori verticali |
|
LEFTHORIZONTALDRILLING |
LEFT |
Fori orizzontali sul lato sinistro |
|
FRONTHORIZONTALDRILLING |
FRONT |
Fori orizzontali sul lato anteriore |
|
RIGHTHORIZONTALDRILLING |
RIGHT |
Fori orizzontali sul lato destro |
|
REARHORIZONTALDRILLING |
REAR |
Fori orizzontali sul lato posteriore |
|
INDEXEDHORIZONTALDRILLING |
INDEX |
Fori orizzontali indexati |
|
GROOVING |
SAW |
Tagli di lama |
|
ROUTING |
TOOL |
Fresature |
|
DECIMALPOINTCHAR |
P |
Carattere del punto decimale |
Se per esempio si vuole usare come nome del layer la parola "DESTRA" al posto di "RIGHT" per il layer contenente i fori sul lato destro del pannello, bisogna sostituire la riga:
RIGHTHORIZONTALDRILLING=RIGHT
con:
RIGHTHORIZONTALDRILLING=DESTRA
In questo modo è possibile personalizzare le associazioni fra tipo di lavorazione e nome del layer come si desidera.
Il parametro DECIMALPOINTCHAR definisce il carattere da utilizzare al posto del punto decimale per i valori non interi. Questo parametro può essere necessario perché il formato DXF di AutoCAD di versione precedente la 2000 non consente l'utilizzo del punto decimale nel nome del layer. Se l'applicazione che genera i DXF lo consente, però, MasterWork accetta l'uso del punto decimale nel nome del layer.
Stampa di etichette
È possibile inserire nel file DXF informazioni che verranno salvati in un file chiamato LBLDATA.CSV, compatibile con il programma di stampa etichette Label Pro 3.0 della Avery.
Un file in formato CSV (Comma Separated Values, Valori Separati da Virgola*) è un file di testo ASCII comunemente usato per l'importazione e l'esportazione di semplici database.
Esempio:
PROG01.PRG,2000,800,30
PROG02.PRG,1960,780,32
PROG03.PRG,1977,790,30
Ogni riga rappresenta un record ed campi sono separati da un carattere predefinito. Nell'esempio i dati sono il nome del programma e le dimensioni del pezzo.
In Label Pro è possibile creare un formato di etichetta collegato al file LBLDATA.CSV che per ogni file DXF processato da MW310 stamperà un'etichetta contenente i dati di quel pezzo, formattandoli opportunamente in testi, codice a barre e grafica.
Per esempio, è possibile scrivere il nome del programma in codice a barre. Sulla macchina l'operatore dovrà solamente scansionare l'etichetta applicata sul pezzo da lavorare con un lettore di codice a barre, per caricare automaticamente il programma specifico per quel pezzo.
La versione dimostrativa di Label Pro è disponibile al sito Internet della Avery: http://www.avery.com
Label Pro® è un marchio registrato della Avery Dennison Corporation
Il file CSV può essere creato solo durante la conversione automatica (batch processing) di più file, attivabile nell'applicativo MW310.
Per i dettagli sull'uso e configurazione di Label Pro si rimanda alla documentazione in linea (help) di questo applicativo.
Configurazione del file CSV in MSLITE.INI
Testi
Nella sezione [LABEL_DATA_FILE] viene specificata la posizione in cui ogni informazione ricavata dal file DXF sarà salvata nel file CSV. Il nome del programma verrà inserito nel campo 1, la dimensione X del pannello verrà inserito nel campo 2, il testo inserito nel layer "RUNFIELD" verrà inserito nel campo 6 e così via.
|
Parametro |
Nome del layer (default) |
Informazione |
|
FIELD01 |
>>PRG<< |
Nome del programma ISO |
|
FIELD02 |
>>X<< |
Dimensione X del pezzo |
|
FIELD03 |
>>Y<< |
Dimensione Y del pezzo |
|
FIELD04 |
>>Z<< |
Dimensione Z del pezzo |
|
FIELD05 |
>>BMP<< |
Nome e path del file grafico |
|
FIELD06 |
RUNFIELD |
Campo di lavoro |
|
FIELD07 |
DESCRIPTION |
Descrizione |
|
FIELD08 |
EDGEBAND1 |
Colore della bordatura sul lato Destro |
|
FIELD09 |
EDGEBAND2 |
Colore della bordatura sul lato Anteriore |
|
FIELD10 |
EDGEBAND3 |
Colore della bordatura sul lato Sinistro |
|
FIELD11 |
EDGEBAND4 |
Colore della bordatura sul lato Posteriore |
I valori >>PRG<<, >>X<<, >>Y<<, >>Z<< e >>BMP<< non sono nomi di layer, ma indicatori che rappresentano quelle informazioni che è possibile ricavare da ogni file DXF. Sotto ogni altro aspetto, l'uso di questi indicatori è identico a quello dei layer.
Il valore >>PRG<< indica il nome del programma. Il valore che sarà inserito nel file CSV sarà uguale al nome del file DXF processato, ma con l'estensione cambiata in ".PRG".
I valori >>X<<, >>Y<< e >>Z<< indicano le dimensioni del pezzo, prelevate dal rettangolo contenuto nel layer dedicato alle dimensioni del pannello.
Il valore >>BMP<< indica il percorso completo del file grafico contenente l'immagine bitmap del programma. Vedere il paragrafo dedicato.
Gli altri dati di questa sezione indicano i nomi dei layer dedicati al trasferimento delle informazioni. In ognuno di questi layer sarà presente una casella di testo (entità TEXT o MTEXT) contenente il dato da inserire nell'etichetta.
Per esempio, se per indicare il campo di lavoro nell'etichetta si vuole visualizzare il testo "SINISTRA", si deve creare nel DXF un campo "RUNFIELD" nel quale andrà inserita un campo di testo (TEXT o MTEXT) contenente il testo "SINISTRA".
Durante il batch processing viene creato un file CSV nel quale il testo "SINISTRA" occupa il campo 6, cioè la sesta posizione.
Quando il file CSV sarà collegato al formato etichetta di Label Pro, si farà riferimento al campo 6 per visualizzare il dato "campo di lavoro". Vedere il paragrafo dedicato al funzionamento del batch processing
Naturalmente è possibile utilizzare nomi di layer diversi da quelli di default. Per esempio, se nei DXF si vuole utilizzare "CAMPOLAVORO" al posto di "RUNFIELD" come nome del layer utilizzato per indicare il campo di lavoro, si deve modificare la riga:
FIELD06=RUNFIELD
in:
FIELD06=CAMPOLAVORO
Allo stesso modo è possibile cambiare l'ordine in cui i dati vengono salvati nel file CSV od aggiungere nuovi campi. Label Pro 3.0 gestisce fino a 15 campi.
IMPORTANTE.: Il processore di MW310 non consente di creare file CSV contenenti campi vuoti. Il formato:
FIELD01=LAYER_A
FIELD02=
FIELD03=LAYER_C
non è ammesso.
IMPORTANTE: Per evitare funzionamenti indesiderati, si raccomanda di inserire nei layer dedicati al trasferimento di dati per le etichette SOLO il campo di testo contenente il dato da stampare.
Grafica
Il processore di MW310 consente di ottenere una immagine grafica del programma che può essere stampata sull'etichetta per facilitare il riconoscimento visuale del programma e le operazioni di bordatura del pezzo.
Per visualizzare un file grafico Avery Label Pro richiede semplicemente
il percorso del file da stampare sull'etichetta. Il file DXF, che non può
essere utilizzato direttamente, viene convertito in formato Bitmap.
Nell'esempio di Error!
Reference source not found.il valore ">>BMP<<" specifica al processore in quale campo salvare il
percorso
L'indicatore " >>BMP<< " è opzionale e può essere inserito in qualsiasi campo o non essere inserito affatto.
I file grafici bitmap vengono cancellati e generati (anche se l'indicatore >>BMP<< è assente) ad ogni nuova esecuzione del processo batch.
Bordatura
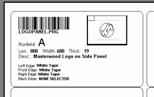 I lati dell'immagine grafica del programma possono essere evidenziati
in grassetto per specificare quali lati vanno bordati. La sezione [EDGEBANDING]contiene le informazioni necessarie a gestire questa operazione.
I lati dell'immagine grafica del programma possono essere evidenziati
in grassetto per specificare quali lati vanno bordati. La sezione [EDGEBANDING]contiene le informazioni necessarie a gestire questa operazione.
[EDGEBANDING]
EDGEFRONT=EDGEBAND2
EDGEREAR=EDGEBAND4
EDGELEFT=EDGEBAND1
EDGERIGHT=EDGEBAND3
NOBANDINGSTRING=NONE SELECTED
Ogni lato del disegno può essere associato ad un layer. Se il testo contenuto in questo layer è diverso da quanto specificato nel parametro NOBANDINGSTRING, esso verrà evidenziato.
In questo modo è possibile visualizzare sull'etichetta sia il colore della bordatura per ogni lato, sia la posizione.
Tavola riassuntiva della sintassi DXF
|
Informazione |
Layer |
Caratteristiche |
|
Informazioni generali |
In questa colonna, sono indicati in grassetto i nomi dei layer di default ed i parametri consentiti (le parentesi quadre [ ] indicano che il parametro è opzionale) In COURIER viene indicata la sezione del file di configurazione MSLITE.INI nella quale è possibile personalizzare l'associazione fra tipo di lavorazione e nome del layer ed il parametro di associazione con il nome layer di default. [SEZIONE] PARAMETRO=DEFAULT NOME LAYER |
Tutte le informazioni riportate in questa tabella fanno riferimento ai valori di default del file di configurazione. L'associazione fra nomi di layer e lavorazioni è configurabile nel file MSLITE.INI I layer non definiti come lavorazioni vengono ignorati I valori legati al parametro "thickness" sono indipendenti dal segno e vengono sempre interpretati come profondità di lavorazione. I parametri opzionali $F, $E, $S, se presenti, possono essere disposti in qualunque ordine. Se questi parametri non sono specificati, viene preso il valore presente nella tabella dei default DXF. Nel caso della sola velocità di rotazione, se il valore della tabella di default DXF è 0 (zero) la velocità viene presa nella tabella utensili. Il colore non viene utilizzato nell'interpretazione del DXF, pertanto può essere utilizzato liberamente. L'importazione DXF è compatibile con i formati DXF di AutoCAD® dalla versione 12 alla 2002. La velocità di rotazione ammette solo numeri interi. Le velocità d'entrata e d'avanzamento possono avere valori interi o frazionari. Alcuni formati DXF non consentono l'uso del punto decimale nel nome del layer. È possibile specificare il carattere da utilizzare al posto del punto decimale nel parametro "DECIMALPOINTCHAR" del file di inizializzazione. |
|
Dimensioni del pannello |
PANEL [JOB_LAYER_ASSOCIATION] PANELDIMENSION=PANEL |
Le informazioni relative alle dimensioni del pannello sono obbligatorie Lunghezza e larghezza del pannello sono definite dalle dimensioni X e Y di un rettangolo posto nel layer PANEL. Lo spessore del pannello è dato dal valore del parametro "thickness" del rettangolo. Il rettangolo deve essere composto da una singola polilinea chiusa. Tutte le lavorazioni vengono riferite al rettangolo che rappresenta il pannello. È possibile inserire la descrizione del programma in un campo di testo (entità TEXT od MTEXT). |
|
Fori Verticali |
TOP[$Fn] [JOB_LAYER_ASSOCIATION] VERTICALDRILLING=TOP |
Sono definiti da cerchi posti nel layer TOP. Le coordinate della foratura sono le coordinate del centro dei cerchi. Il diametro della punta da utilizzare è data dal diametro di ogni singolo cerchio. La profondità della foratura è data dal parametro "thickness" del cerchio. Il parametro opzionale $F permette di specificare la velocità di foratura. Esempio: TOP$F3 = foratura a 3 m/min |
|
|
LEFT[$Fn] FRONT[$Fn] RIGHT[$Fn] REAR[$Fn] [JOB_LAYER_ASSOCIATION] LEFTHORIZONTALDRILLING=LEFT FRONTHORIZONTALDRILLING=FRONT RIGHTHORIZONTALDRILLING=RIGHT REARHORIZONTALDRILLING=REAR |
Sono definiti da rettangoli (polilinee chiuse) posti nei layer LEFT, FRONT, RIGHT, REAR. La direzione di foratura è legata al layer: I fori posti nel layer LEFT saranno eseguiti da sinistra verso destra I fori posti nel layer FRONT saranno eseguiti da davanti verso dietro I fori posti nel layer RIGHT saranno eseguiti da destra verso sinistra I fori posti nel layer REAR saranno eseguiti da dietro verso davanti Il diametro della punta da utilizzare e la profondità sono date dalla dimensioni del rettangolo, in funzione della direzione di foratura. Le coordinate di inizio foratura sono quelle del punto medio del segmento rappresentante il diametro, in funzione della direzione di foratura. La quota in Z è data dal parametro "thickness" del rettangolo. Il parametro opzionale $F permette di specificare la velocità di foratura. Esempio: LEFT$F3 = foratura a 3 m/min |
|
|
INDEX [$NOME_UTENSILE] [$Fn] [JOB_LAYER_ASSOCIATION] INDEXEDHORIZONTALDRILLING=INDEX |
Sono definiti da rettangoli (polilinee chiuse) Opzionalmente è possibile specificare l'utensile da utilizzare per la lavorazione. Nel caso in cui esso non sia specificato, viene utilizzato l'utensile impostato nella tabella dei default DXF. La direzione di foratura è legata all'ordine dei punti :che compongono il rettangolo. Per un rettangolo definito dai punti P1, P2, P3 e P4: Il diametro della punta da utilizzare è la distanza fra il punto P1 ed il punto P4. La profondità del foro è la distanza fra il punto P1 ed il punto P2. La direzione di foratura è la direzione del vettore che va dal punto P1 al punto P2. Le coordinate di inizio foratura sono quelle del punto medio fra i punti P1 e P4. La quota in Z è data dal parametro "thickness" del rettangolo. Il parametro opzionale $F permette di specificare la velocità di foratura. Esempio: INDEX$F3 = foratura a 3 m/min. |
|
Tagli di Lama |
SAW[$Fn][$En] [JOB_LAYER_ASSOCIATION] GROOVING=SAW |
Sono definiti da linee parallele agli assi cartesiani o da rettangoli (polilinee chiuse). 1) Se il taglio è indicato da una linea: La linea indica sempre il percorso del centro utensile. La direzione di taglio è la direzione del vettore che va dal punto 1 al punto 2 2) Se il taglio è indicato da un rettangolo: Viene praticato uno svuotamento dell'area compresa nel rettangolo. La direzione di taglio è data dal lato maggiore La larghezza di svuotamento è data dal lato minore. Il punto iniziale del taglio è sempre vicino al punto 1 del rettangolo La profondità del taglio è data dal parametro "thickness" Il parametro opzionale $F permette di specificare la velocità di lavorazione. Esempio: SAW$F5 = Taglio a 5 m/min Il parametro opzionale $E permette di specificare la velocità di ingresso. Esempio: SAW$F5$E2= Taglio a 3 m/min con ingresso a 2 m/min. |
|
Fresature |
TOOL$NOME_UTENSILE [$R;$L] [$Fn] [$En] [$Sn] [JOB_LAYER_ASSOCIATION] ROUTING=TOOL |
Sono definite da linee, archi, cerchi, ellissi o polilinee che si trovino nel layer TOOL. È obbligatorio specificare il nome utensile che verrà utilizzato per eseguire la fresatura. Il carattere "/" (ASCII 47 - Hex.2Fh) del nome utensile dev'essere sostituito nel nome del layer dal carattere "_" (ASCII 95 - Hex.5Fh). La profondità della fresatura è data dal parametro "thickness" dell'entità. La direzione di lavorazione segue la direzione che va dal primo all'ultimo punto. È possibile specificare la correzione raggio utensile mediante i parametri opzionali $R e $L: Con $R, la lavorazione avverrà a destra della direzione di avanzamento Con $L, la lavorazione avverrà a sinistra della direzione di avanzamento I parametri opzionali $R e $L devono essere posti immediatamente dopo il nome utensile e sono mutuamente esclusivi. Il parametro opzionale $F permette di specificare la velocità di lavorazione. Il parametro opzionale $E permette di specificare la velocità d'ingresso. Il parametro opzionale $S permette di specificare la velocità di rotazione dell'utensile. Se nella tabella dei default DXF questo parametro è 0 (zero) la velocità viene presa dalla tabella utensili. |
|
Dati per Stampa Etichette |
[LABEL_DATA_FILE] FIELD01=>>PRG<< FIELD02=>>X<< FIELD03=>>Y<< FIELD04=>>Z<< FIELD05=RUNFIELD FIELD06=DESCRIPTION FIELD07=>>BMP<< FIELD08=EDGEBAND2 FIELD09=EDGEBAND4 FIELD10=EDGEBAND1 FIELD11=EDGEBAND3 [EDGEBANDING] EDGEFRONT=EDGEBAND2 EDGEREAR=EDGEBAND4 EDGELEFT=EDGEBAND1 EDGERIGHT=EDGEBAND3 NOBANDINGSTRING=NONE SELECTED |
La stampa delle etichette si basa sull'interazione con il programma Label Pro della Avery. La conversione automatica da DXF a ISO crea un database in formato CSV contenente i dati da stampare sulle etichette. Label Pro si occupa della formattazione dei dati e della stampa. Ogni layer dichiarato nella sezione [LABEL_DATA_FILE] rappresenta un campo da stampare. I dati devono essere inseriti come entità testo (TEXT o MTEXT) nel layer appropriato. Per ogni layer viene interpretata una sola entità testo. Il numero massimo di campi che Label Pro può importare è 15 (quindici). File MSLITE.INI - Sezione [LABEL_DATA_FILE] Il valore ">>PRG<<" indica il nome del programma ISO assegnato dal postprocessore. Si tratta del nome del file DXF con estensione cambiata in ".PRG". I valori ">>X<<", ">>Y<<" e ">>Z<<" indicano le dimensioni del pannello ricavate dal rettangolo presente nel layer PANEL. Il valore ">>BMP<<" indica il nome del file grafico in formato bitmap che rappresenta il programma e che può essere stampato sull'etichetta per facilitare le operazioni di bordatura del pezzo. File MSLITE.INI - Sezione [EDGEBANDING] Se nel layer specificato dal parametro EDGEFRONT si inserisce un qualsiasi testo diverso da quello indicato in NOBANDINGSTRING, nel disegno il lato anteriore apparirà evidenziato in grassetto. Se nel layer specificato dal parametro EDGEREAR si inserisce un qualsiasi testo diverso da quello indicato in NOBANDINGSTRING, nel disegno il lato posteriore apparirà evidenziato in grassetto. Se nel layer specificato dal parametro EDGERIGHT si inserisce un qualsiasi testo diverso da quello indicato in NOBANDINGSTRING, nel disegno il lato destro apparirà evidenziato in grassetto. Se nel layer specificato dal parametro EDGELEFT si inserisce un qualsiasi testo diverso da quello indicato in NOBANDINGSTRING, nel disegno il lato sinistro apparirà evidenziato in grassetto. |
|
Privacy |
Articolo informazione
Commentare questo articolo:Non sei registratoDevi essere registrato per commentare ISCRIVITI |
Copiare il codice nella pagina web del tuo sito. |
Copyright InfTub.com 2025