|
|
| |
Saldatura Ossiacetilenica

SALDATURA OSSIGAS

La saldatura consiste nell'assemblare pezzi metallici, con o senza metallo d'apporto, mediante fusione graduale del metallo di base.
Nel caso della saldatura con metallo d'apporto, quest'ultimo deve presentare una temperatura di fusione e caratteristiche meccaniche equivalenti a quelle dei pezzi da assemblare.
Questo procedimento è utilizzato per applicazioni di fai-da-te, manutenzione, riparazione...
E' necessario impiegare una fiamma ossicombustibile fortemente riducente. L'acetilene permette di ottenere saldature di buona qualità.La saldatura manuale ossiacetilenica è un procedimento di saldatura autogena per fusione, che sfrutta la combustione dell'acetilene ad opera dell'ossigeno.
 L'ossigeno
L'ossigeno
L'ossigeno si trova nell'aria ad un tenore del 21% circa. E' un gas comburente incolore, inodoro e insapore. Il sistema di conservazione e trasporto avviene in bombole la cui pressione massima è di 200 kg/cm2.
L'acetilene
L'acetilene è un gas combustibile senza colore e senza sapore, ma con un odore molto caratteristico. E' molto infiammabile se mescolato con l'aria o con l'ossigeno. In presenza di rame, argento, leghe di rame contenenti più del 70% di questo metallo, o di mercurio, si può formare un prodotto esplosivo. Per impiegarlo industrialmente viene disciolto nell'acetone riempiendo le bombole di una materia porosa atta a ritenere l'acetone con l'acetilene in esso disciolto.
Scheda tecnica OSSIGENO:
FORMULA CHIMICA O2Scheda tecnica ACETILENE
FORMULA CHIMICA C2 H2
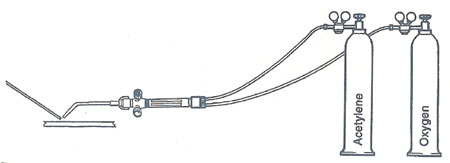
Il posto ossiacetilenico
Un posto ossiacetilenico moderno in generale si
compone di :
Le bombole di gas
Le bombole di gas sono recipienti ad alta pressione in acciaio o in lega leggera costruiti appositamente allo scopo di contenere i gas compressi a 200 atmosfere.
Si differenziano, per i vari tipi di gas, dalla colorazione dell'ogiva (bianca per l'ossigeno, arancione per l'acetilene, grigia per l'argon, ecc.).
I riduttori di pressione
I riduttori di
pressione hanno lo scopo di ridurre e stabilizzare la pressione dei  gas impiegati.
gas impiegati.

Le valvole di sicurezza

Le valvole di sicurezza, o dispositivi di sicurezza, impediscono i ritorni di fiamma e di gas verso le bombole, riducendo il rischio di scoppio delle bombole stesse, e scaricano le sovrappressioni, evitando l'esplosione delle valvole per bombole o dei tubi gomma.
 Il cannello per
saldatura
Il cannello per
saldatura
Il cannello per saldatura è un apparecchio che permette di ottenere una miscela conveniente del gas combustibile con il gas comburente i quali, incendiandosi alla uscita, danno luogo alla formazione di una fiamma stabile, di forma, potenza e proprietà determinate.
FIAMMA OSSIACETILENICA:
GENERALITA'
E' un processo di saldatura autogena tramite fiamma. Il gas utilizzato è
una miscela di acetilene e ossigeno che permette di raggiungere una temperatura
molto elevata (3030 °C).
Nonostante sia un sistema di saldatura piuttosto semplice, molto utilizzato
nelle officine ed in cantiere perché l'attrezzatura necessaria è poco
ingombrante e permette di eseguire saldature in posizioni piuttosto scomode, su
tubazioni in prima passata.
Con questa tecnica si ha una buona distribuzione di calore sulla superficie da
saldare inoltre la fiamma è rigida e quindi ben orientabile.
Di contro l'elevato e diffuso calore, genera zone termicamente alterate molto
ampie e ritiri termici elevati. Il processo si applica limitatamente alla
saldatura di spessori ridotti, viene quindi utilizzato per saldature di tubi
non ripresi di piccoli spessori e lamiere di spessore compreso tra 6 e 8
mm.
ATTREZZATURA
Ossigeno ed acetilene sono forniti da bombole
collegate al cannello ossiacetilenico mediante tubi flessibili muniti di
valvole di sicurezza. L'afflusso è regolato da rubinetti posti all'estremità
dell'impugnatura, all'interno della quale i gas si miscelano nelle proporzioni
richieste per poi passare attraverso la lancia e uscire dal beccuccio:
quest'ultimo è intercambiabile in modo da poterne adattare il calibro al tipo
di fiamma voluto.
La combustione dei due gas avviene all'uscita del cannello; la fiamma deve
essere regolata in base al materiale da saldare ad alla protezione atmosferica
gassosa da applicare.
|
|
|
Schema di saldatura |
FIAMMA OSSIACETILENICA
La fiamma può essere suddivisa in tre zone:
La combustione completa avviene nelle immediate vicinanze del dardo grazie all'ossigeno
TIPI DI FIAMMA
La combustione ossiacetilenica è caratterizzata da due stadi. Nel primo stadio, detto combustione primaria il gas acetilene reagisce con l'ossigeno fornito da un recipiente sotto pressione per formare monossido di carbonio CO e idrogeno H2 secondo la reazione:
C2H2 + O2(recipiente) = 2CO + H2
Questa reazione è esotermica ed è responsabile di
circa un terzo del calore totale generato dalla combustione completa
dell'acetilene.
La scomposizione di acetilene in carbonio e idrogeno libera 227 KJ per mole a
15°C, mentre la parziale combustione del carbonio per formare il monossido
libera 221 KJ per mole di carbonio. In questo stadio l'idrogeno non partecipa
ad alcuna reazione.
Il calore totale liberato dalla combustione primaria è di 448 KJ per mole di
acetilene.
Nel secondo stadio, detto combustione secondaria, che avviene immediatamente
dopo il primo stadio, il monossido di carbonio liberato dall'acetilene reagisce
di nuovo con l'ossigeno, che questa volta deriva dall'ambiente circostante, per
formare anidride carbonica mentre l'idrogeno, anch'esso liberato nel primo
stadio, reagisce con l'ossigeno atmosferico per formare acqua secondo le
reazioni:
2CO + O2(aria) = 2CO2
H2 + 1/2O2(aria) = H2O
Anche queste reazioni sono esotermiche e sono
responsabili dei due terzi del calore totale generato dalla combustione
completa dell'acetilene. L'ossidazione dell'idrogeno per formare acqua libera
242 KJ per mole di H2, mentre l'ulteriore ossidazione del monossido per formare
anidride carbonica libera 285 KJ per mole di CO.
Il calore totale dalla combustione secondaria è pari a 812 KJ per mole di
acetilene.
I due stadi di combustione prendono luogo in due distinte regioni della fiamma
sulla torcia di saldatura. La combustione primaria avviene in prossimità
dell'ugello della torcia ed ha la forma caratteristica di un piccolo cono,
detto dardo, la cui temperatura raggiunge i 3000°C ed è distinguibile per la
sua elevata luminosità. La combustione secondaria avviene nella regione che
avvolge il dardo ed è a contatto con l'atmosfera. La sua temperatura varia tra
i 2500°C e i 1000°C tra il cuore e la punta. Nonostante il dardo contribuisca
per un solo terzo al calore totale di combustione, il suo volume ridotto ne
aumenta la temperatura ("concentrazione di energia"). Per questo motivo
il tecnico saldatore sfrutta la punta del dardo per fondere il metallo mentre
la fiamma esterna funge da preriscaldatore per il metallo adiacente al bagno di
fusione e rende meno drastico il raffreddamento della saldatura già effettuata.
L'esatta natura chimica, o reattività, della fiamma nei processi di saldatura a
gas può essere modificata in modo da ottenere una fiamma chimicamente neutra,
riducente o ossidante. La fiamma neutra si ottiene quando il rapporto molare di
acetilene e ossigeno rispetta la stechiometria della reazione C2H2+O2=2CO+H2.
Conferendo un eccesso di acetilene alla fiamma la combustione primaria diventa
incompleta e una parte di acetilene incombusta entra nella regione del secondo
stadio rendendo il processo di saldatura di tipo riducente. Una sufficiente
esperienza nel campo della saldatura a gas permette di riconoscere le
condizioni chimiche della combustione semplicemente guardando le
caratteristiche della fiamma. Una fiamma riducente mostra delle increspature
sulla superficie esterna del dardo dovute all'acetilene in eccesso. Una fiamma
ossidante è caratterizzata da un dardo piccolo ed appuntito ed è accompagnata
da un sibilo molto acuto.
|
|
|
|
|
a) Fiamma neutra |
b) Fiamma ossidante |
c) Fiamma riducente |
La fiamma riducente viene sfruttata quando si rende
necessaria la rimozione degli ossidi dal metallo e per prevenire la formazione
degli stessi in fase di saldatura. Una fiamma ossidante può essere utile per
evitare la perdita di elementi volatili per evaporazione, come lo zinco
nell'ottone, mediante la formazione di uno strato di ossido impermeabile.
La procedura di accensione ed estinzione della fiamma sulla torcia di saldatura
è la stessa per tutti i gas combustibili.
Inizialmente si apre la valvola del gas combustibile e una volta accesa, la
fiamma appare debole e giallastra. A questo punto si apre gradatamente la
valvola dell'ossigeno finche non si ha la formazione del dardo in prossimità
dell'ugello della torcia. Quando le increspature sul dardo, dovute all'eccesso
di acetilene, scompaiono, la fiamma è chimicamente neutra quindi l'operatore
decide se renderla riducente o ossidante agendo sulla valvola dell'ossigeno.
Per lo spegnimento della torcia si esegue prima la chiusura della valvola del
gas e poi quella dell'ossigeno. In questo modo si evita che la fiamma in fase
di spegnimento cerchi ossigeno all'interno della linea di conferimento dello
stesso causando spiacevoli inconvenienti.
Il processo di saldatura ossiacetilenica è semplice e molto pratico. Richiede
un equipaggiamento poco costoso, composto da una bombola di ossigeno ed una di
acetilene sotto pressione, due regolatori di pressione, una torcia per
miscelare i due gas e due tubi accoppiati per portare i gas dalle bombole alla
torcia. Lo svantaggio di questo processo è una limitata potenza della sorgente
energetica che implica una saldatura lenta e richiede un elevato calore totale
per unità di lunghezza di saldatura a causa della buona conducibilità termica
dei metalli.
Fiamma neutra Quando la combustione dell'acetilene in combinazione con l'ossigeno inizia in prossimità del cannello e termina nella parte iniziale del pennacchio, si ha una fiamma detta Neutra.
Fiamma carburante
Se l'ossigeno erogato non è sufficiente per completare la combustione primaria
dell'acetilene, la combustione di quest'ultimo sarà parziale e parte del
carbonio costituente l'acetilene rimane libero nella fiamma e tende a passare
nel bagno fuso: per questo tale fiamma viene detta "fiamma carburante".
Fiamma ossidante Contrariamente al caso precedente, la fiamma
Ossidante, la si ottiene nel caso di eccesso di ossigeno alla punta del
cannello.
Con questa regolazione la combustione avviene immediatamente in prossimità
dell'uscita del cannello con una conseguente riduzione, od eliminazione, della
zona riducente.
La fiamma, in questo modo, tende a cedere ossigeno al bagno di fusione.
Procedura
di avviamento cannello.
Seguire esattamente la seguente procedura di accensione:
Procedura di spegnimento cannello Seguire esattamente la seguente procedura:
I procedimenti di accensione e di spegnimento devono essere eseguiti in queste esatte sequenze per evitare ritorni di gas nelle bombole e possibilii esplosioni.
TECNICHE OPERATIVE
Tecnica da destra a
sinistra avanti Tenere il cannello con la mano destra e la bacchetta
con la mano sinistra e procedere da destra verso sinistra con movimento
oscillatorio.
Questa tecnica è adatta per la saldatura di lamiere di piccolo
spessore, a lembi retti. Dal momento che la sorgente termica investe una zona
più estesa abbiamo il rischio di incollature e ingrossamento del grano.
Tecnica da
sinistra a destra all'indietro Tenere
il cannello con la mano destra e la bacchetta con la mano sinistra e procedere
da sinistra verso destra con movimento oscillatorio trasversale della punta più
limitato rispetto alla precedente tecnica.
In questo modo, la sorgente termica è diretta prevalentemente sul bagno e verso
la bacchetta con il risultato di ottenere minore diluizione di materiale base e
maggiore deposito di materiale d'apporto; inoltre il movimento della fiamma sul
bagno non è più oscillatorio come nella tecnica precedente ma rotatorio in modo
da creare una specie di vortice in grado di contribuire alla penetrazione del
materiale d'apporto. Grazie a questa tecnica si possono saldare lamiere di
dimensioni maggiori.
Saldatura ossiacetilenica dell'acciaio dolce
L'acciaio dolce, comunemente chiamato "ferro", è un metallo duttile, malleabile e tenace; il suo punto di fusione è di 1.510° C. Scaldato al rosso ed a contatto dell'aria esso si ossida rapidamente : sul bagno di saldatura tende quindi a formarsi uno strato superficiale di ossido di ferro. Gli acciai dolci ed extra dolci in commercio si possono saldare a perfezione; gli acciai semiduri sono meno facilmente saldabili; gli acciai duri ed extra duri non sono praticamente saldabili con il cannello.
Saldatura ossiacetilenica della ghisa
La ghisa è una lega di ferro e carbonio ed il suo punto di fusione varia da 1.050 a 1.200° C secondo la proporzione di carbonio e di altri elementi che la compongono. La ghisa non avendo alcuna tenacità a caldo nè allungamento, è suscettibile di rottura, ciò che rende difficile la preparazione e l'esecuzione della saldatura. In pratica la saldatura della ghisa si limita a lavori di riparazione.
Saldatura ossiacetilenica dell'ottone
L'ottone è una lega di rame e zinco; esso può anche contenere piccole quantità di stagno, piombo e alluminio. La saldatura dell'ottone dà luogo ai seguenti fenomeni che rendono difficile la sua esecuzione : ossidazione viva del metallo specie a spese dello zinco che volatizza; assorbimento da parte del metallo in fusione di gas, con produzione di soffiature.
Saldatura ossiacetilenica dell'alluminio
L'alluminio quando è puro è un metallo di colore bianco argenteo; è molto malleabile, pieghevole e tenace. La sua conduttività calorifica è assai elevata, la sua tenacità a caldo è debole; la sua temperatura di fusione è di 657° C. L'alluminio si ossida con grande facilità producendo un ossido di alluminio (allumina) che fonde a 2.200° C circa e che, durante la saldatura ostacola fortemente l'unione delle molecole in fusione.
Saldatura ossiacetilenica del rame
Il rame è un metallo di colore rossastro, tenace, malleabile e duttile ed il suo punto di fusione è di 1.083° C. E' un buon conduttore di calore, molto fragile a caldo. A 500° C la sua tenacità è ridotta del 60%. Il rame si salda benissimo quando è puro, ma quando contiene dell'ossido questo per l'azione del calore si trasforma e rende il rame inadatto a qualsiasi lavoro meccanico.
|
BREVE STORIA DEL RAME |
|
|
|
|
|
|
I primi metalli devono essere stati rinvenuti
sotto forma di pepite. Deve essersi trattato di pezzi di rame o di oro, dato
che questi rientrano nel numero limitato dei metalli che si incontrano
talvolta in natura allo stato libero. Il colore rossastro del rame o quello
giallastro dell'oro avranno certamente colpito l'attenzione dell'uomo
primitivo, e la lucentezza metallica, tanto più bella e interessante del
colore piatto e indefinito di quasi tutte le pietre, sarà stato motivo di
ulteriore interessamento. È indubbio che i metalli vennero utilizzati in
primo luogo come ornamento, indipendentemente dalla forma dei frammenti
rinvenuti, così come venivano probabilmente usati i ciottoli o le conchiglie
di madreperla. |
|
IL RAME NELLA TECNOLOGIA MODERNA |
|
|
|
|
|
|
Il rame è un materiale rossastro con un punto di
fusione di 1083 °C e una densità di 8900 Kg/m3. In natura si trova sotto
forma di pirite (CuFeS2) nei giacimenti. La pirite viene macinata ed avviata
ad un processo termico di fusione dal quale si estrae ilo rame grezzo. OSSIGENO NEL RAME: Nel rame da fusione il contenuto di ossigeno varia tra il 0.025% e il 0.080% e si trova sotto forma di minuscole particelle di ossido (CuO2). La quantità di ossigeno nel rame è molto importante sotto l'aspetto della saldatura, in quanto la saldabilità del rame è resa estremamente difficile dall'ossido. Durante la fusione l'ossido di rame forma un eutettico con il rame e tende a depositarsi lungo i bordi grano. Questo fenomeno riduce la duttilità del metallo e ne aumenta drasticamente la tendenza a frattura. Se inoltre è presente dell'idrogeno H2, come nel caso di una fiamma riducente nei processi di saldatura a gas, questo reagisce con l'ossido di rame liberando acqua. Quest'ultima, che ovviamente si trova in fase vapore, crea porosità nel rame aumentando la tendenza a frattura. Per i processi di saldatura, tuttavia, è preferibile usare rame quasi completamente privo di ossigeno. A questo scopo si impiegano elementi disossidanti che vengono aggiunti al bagno di fusione come fosforo, silicio, litio, magnesio, ecc...che si combinano con l'ossigeno presente nel rame. ARSENICO NEL RAME: Una quantità superiore allo 0.05% di arsenico nel rame ha gli effetti di migliorare le proprietà di tenacità e resistenza del metallo. Inoltre viene migliorata la resistenza a fatica e incrementata di circa 100 °C la temperatura di rilassamento degli sforzi in modo da rendere il rame resistente a temperature più alte. Tuttavia, nei processi di saldatura, l'arsenico è un elemento indesiderato perché rende più difficile la saldatura stessa e richiede una maggior competenza dell'operatore. INDURIMENTO: L'indurimento del rame si ottiene, come si è visto, con la lavorazione a freddo la quale viene preceduta da una leggera ricottura. La sua durezza viene così portata da 50 Brinell fino a 100 Brinell per lavorazioni pesanti. RICOTTURA: A seguito delle lavorazioni a freddo la microstruttura del rame viene alterata dal gran numero di dislocazioni generatesi. Per recuperare una sufficiente malleabilità si deve effettuare una ricottura sopra i 500 °C. Il raffreddamento dopo la ricottura può essere più o meno drastico, visto che questo non cambia in modo sensibile le proprietà del rame puro. Una rapido raffreddamento, tuttavia, rimuove le impurità e le incrostazioni superficiali. Per ottenere superfici più pulite il rame può essere immerso in acido solforico diluito con 70% di acqua. Una aggiunta di acido nitrico alla soluzione accelera tale processo. La ricottura, ovviamente, viene condotta in atmosfera non ossidante. CRESCITA DEI GRANI: Con l'analisi al microscopio, il rame lavorato a freddo, mostra una distorsione subita dai grani. Durante la ricottura, come per gli acciai, avviene la ricristallizzazione, e nuovi grani cominciano a formarsi. Questo fenomeno è attivato dall'energia distorsionale immagazzinata dal rame. Se la temperatura di ricottura è troppo alta, o il processo viene eccessivamente prolungato, i grani tendono a crescere troppo. Nel rame, tuttavia, a differenza dell'acciaio, la crescita dei grani è molto lenta. Questo spiega perché, per il rame, la velocità di raffreddamento non cambia di molto le sue caratteristiche microstrutturali. |
|
LE LEGHE DEL RAME |
|
|
|
Le leghe del rame più
comunemente utilizzate nella saldatura sono: Nel rame fuso lo zinco si
scioglie con qualsiasi concentrazione formando una soluzione omogenea. In
fase solida invece l'omogeneità è garantita solo per contenuti in rame non
inferiori al 60% circa. La fase solida omogenea dell'ottone con 70% rame e
30% zinco è denominata fase alfa (a). Se la percentuale di zinco viene
incrementata fino al 40% circa, si forma un secondo costituente
microstrutturale denominato fase beta (ß) che appare più rossastro del primo.
La fase beta è dura e innalza la resistenza a trazione dell'ottone
diminuendone però la duttilità. IL BRONZO (allo stagno) Il bronzo è una lega rame-stagno con caratteristiche simili a quelle dell'ottone. Molte armi, soprattutto le pistole, sono fatte di bronzo con una piccola percentuale di zinco (88% rame, 10% stagno, 2% zinco). Questo tipo di bronzo è usato quando si richiedono contemporaneamente resistenza meccanica e resistenza alla corrosione. Nel bronzo fuso viene largamente impiegato il fosforo per le sue spiccate proprietà riducenti, e quindi, per rendere il metallo più puro. Il bronzo allo stagno è anche impiegato come materiale d'apporto nelle saldature. Con questa lega si può saldare acciaio, ottone, bronzo e rame. Questo utilizzo offre il vantaggio di un ridotto impiego di calore grazie al basso punto di fusione del bronzo stesso. |
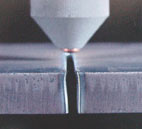
Principio dell' ossitaglio
Consideriamo una lamiera di acciaio comune mantenuta in forno sopra i 1350 °C. Soffiando contro detta lamiera un veloce e sottile getto di Ossigeno e facendolo traslare, si ottiene un sezionamento per combustione progressiva.
Si può evitare il forno riscaldando sopra i 1350 °C le sole zone di metallo che via via vengono raggiunte dal getto di Ossigeno. Basta adoperare una fiamma ossiacetilenica e farla avanzare sul percorso di taglio, immediatamente inseguita dal getto di Ossigeno.
Ancor più semplicemente l'operazione si compie col cannello per
ossitaglio
|
|
La cui punta attiva presenta un foro centrale per il getto di Ossigeno (getto di taglio) ed una serie di fori disposti circolarmente attorno, dai quali escono altrettante fiamme ossiacetileniche dette fiamme di riscaldo. Qualunque sia la direzione di spostamento del cannello, si ha così sempre una fiamma che precede il getto dì taglio.
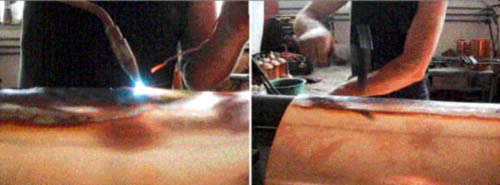
Tecniche di ossitaglio
L'operatore inizia il lavoro di ossitaglio partendo da un lembo della lamiera. Accende le fiamme di riscaldo lasciando chiuso il getto di taglio fino a che, nel punto di partenza, il metallo non ha raggiunta la temperatura di innesco, denunciata dalla incipiente formazione di ossidi fusi.
A questo punto sblocca il getto ed inizia l'avanzamento. Una corretta tecnica di ossitaglio richiede che la velocità di taglio deve essere ben dosata ed infatti: un avanzamento troppo lento non offre al getto di Ossigeno sufficiente Ferro da bruciare mentre un avanzamento troppo veloce non dà tempo alle fiamme di portare la superficie metallica alla temperatura di innesco. In entrambi i casi il taglio si spegne.
L'altezza della punta del cannello deve essere tale da lasciare circa 1 mm fra l'estremità dei dardi e la lamiera.
Nell' ossitaglio la potenza delle fiamme di riscaldo, espressa in litri/ora di acetilene, dovrà naturalmente crescere in funzione dello spessore da tagliare per compensare le dispersioni di calore. È sufficiente che le fiamme portino il materiale alla temperatura di innesco, per una profondità di 2 ÷ 3 mm. Al riscaldamento del rimanente spessore provvedono le calorie di combustione del Ferro.
L'ossigeno deve essere particolarmente puro dato che la velocità di taglio ne è fortemente influenzata. In prima approssimazione possiamo ritenere che, per ogni 0,1% di purezza in meno, la velocità si riduce di circa il 10%. Così, un Ossigeno con purezza 99,7% taglia 10% più lento rispetto ad un Ossigeno con purezza 99,8%. Anche la portata dell'Ossigeno deve essere proporzionata allo spessore. La portata dipende sia dalla pressione quanto dal diametro dell'orifizio di uscita secondo la relazione:
Q = 0,55 (P + 1) d2 ove:
Q = portata in mc/h
P = pressione Ossigeno in kg/cm2
d = diametro dell'ugello in mm.
La larghezza del sentiero di taglio risulta circa doppia rispetto al diametro del getto di Ossigeno.
Per aumentare la velocità di taglio si può aumentare la pressione dell'Ossigeno ma, al di là di certi valori, le pareti del sentiero di taglio diventano scabre con solchi profondi di erosione. Conviene ovviamente operare nelle condizioni di velocità massima compatibili con un taglio di qualità.
La più corretta velocità di avanzamento è riconoscibile in base alla modalità di evacuazione degli ossidi che debbono abbandonare inferiormente la lamiera sotto forma di pioggia vivace di scintille. Quando gli ossidi cadono a goccioloni, la velocità di avanzamento non è corretta ed anche la qualità del taglio risulta compromessa.
|
Privacy |
Articolo informazione
Commentare questo articolo:Non sei registratoDevi essere registrato per commentare ISCRIVITI |
Copiare il codice nella pagina web del tuo sito. |
Copyright InfTub.com 2024